|
Fabrication de la Torche |
Voici un petit résumé des opérations d'usinage:
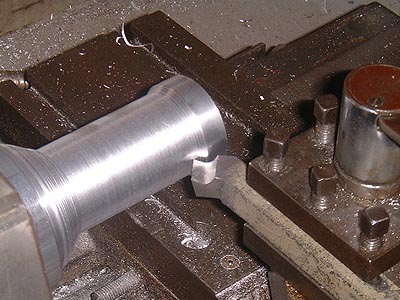
| Départ bloc Alu diamètre 80(mm) longueur 200 |  |
| Usinage du cône intérieur, côté lampe |  |
| Petite passe extérieure, pour avoir une bonne concentricité | 
|
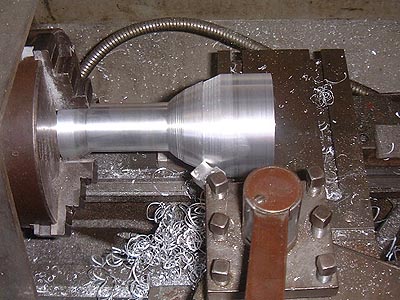
| Retournement du bloc pour le perçage du côté manche (pour mettre le circuit) |  |
| Usinage du manche (jusqu'au bas du cone de lampe) | 
|
| Retournement pour usiner le cône côté extérieur | 
|
| Les bagues avant et arrière sont faites à part Le Hublot PVC est découpé sur une micro-fraiseuse pilotée par ordinateur. Les joints sont faits sur mesure avec un jonc torique (couper-coller comme en informatique) Un coup de soudure sur le caisson, quelques perçages, des coups de tarauds et plouf ! A l'eau pour tester. |
|

|
Fabrication de la Torche |